支持定制
掌握核心技术
全国咨询热线
支持定制
掌握核心技术
全国咨询热线

随着人们对颜色品质要求的不断提高,色差仪等级判定服务也越来越受到关注。本文将介绍什么是色差仪等级判定,为什么需要进行色差仪等级判定,我们一起来看看。
面料在经过染色工序后,就很容易出产生边中色差以及左、中、右色差等问题,为了管控服装质量和服装档次,就需要对面料边中色差标准进行规定。本文就给大家带来面料边中色差等级要求,以及色差仪检测原理。

面料色差评定是材料外观质量的重要项目。常用的色差评定方法主要有目视法以及仪器测色法。
目视色差评定主要采用灰色样卡将试样与标样进行比对,检验色差时,将布料左右两边的颜色相对比,同时也和门幅中间颜色相对比。相隔10m料,应进行一次这样的对比;整批布验完后还要进行布的头、尾、中三段的色差比较,色差按国家色差等级标准评定。不过,这种人工检验色差的方法主要依靠观察者的主观评价,会受到光源、观察者自身生理以及心理状况等因素的影响,不同观察者的色差评价结果就容易出现偏差,为了统一颜色评价的标准,并对色差进行定量分析,就可以使用纺织色差仪进行测量。
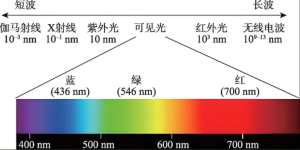
面料色差仪检测原理主要是基于光学原理,通过测量反射光的强度来计算样品与标准色卡的色差值。色差仪可以检测样品的颜色平衡、色调、色饱和度等颜色参数,并根据ISO国际标准和国内标准,计算出样品的色差等级。
常见的面料色差仪检测原理包括45/0测量原理和D/8测量原理。45/0测量原理是在与中间轴成45度方向的点上有一个环带状灯带,这个灯带与中间的法线成45度角,然后灯带在45度角的方向进行照明,探测器在度角的方向进行光线的接收。D/8测量原理是配合积分球的测量原理来进行测量的,光源打入积分球内部,积分球内部会将远远进行打散使得光源更加的均匀,然后照射在被测材料上。积分球的上方有一个透镜,光线经过被测材料穿过透镜到达探测器,然后探测器将接收到的光信号经过一系列的转换转变成数字供人们阅读。
此外,还有一种基于三刺激值的面料色差仪检测原理,该原理通过测量样品的三刺激值,即色相、饱和度和明度,来评估样品的颜色品质。这种原理的优点是可以同时测量样品的颜色平衡、色调、色饱和度等参数,但测量精度相对较低。
面料边中色差是染色织物常见也是比较难以克服的问题,如今,服装行业对面料边中色差要求越来越高,有些甚至要求达到4级以上。根据GB250和GB251国标纺织色卡标准,服装目视比色时色差标准分为5级,5级为无色差,一般一等品色差要求为4级(包括中边、首尾)但是和标准色对比色差没标准要求,要看供需双方约定。具体的等级标准如下:
五级:色差要求为0,容差要求0.2;
4-5级:色差要求为0.8、容差要求为±0.2;
四级:色差要求为1.7、容差要求为±0.3;
3-4级:色差要求为2.5、容差要求为±0.35
三级:色差要求为3.4、容差要求为±0.4;
2-3级:色差要求为4.8、容差要求为±0.5;
二级:色差要求为6.8、容差要求为±0.6;
1-2级:色差要求为9.6、容差要求为±0.7;
一级:色差要求为13.6、容差要求为±1.0;
面料的色差有两种方式出现:一种是一是缸差,即不同卷布会有色差,但同一卷布没有色差;另一种是边中差和头尾差,即同一卷布的左中右,布头和尾的颜色有一定的差异。
解决办法:是按不同类型的色差采取不同的解决办法。
1、对于缸差:只要色差不是很大,客户可以确认色差,那么服装厂就可以分别通过裁剪和缝制来解决。
2、当服装厂在附近安排裁片时,要保证同一件服装不会有色差,即面料左右的色差最麻烦,需要根据不同的色差情况采取不同的解决方案。
轻微的边中差,一般是通过采用特殊的唛架来排版,保证主要部位不存在色差,而次要的部位还是会有色差,但可以接受的;不过这种方式会有一定的面料的损耗。
假如您没有相关的检测知识,可以咨询三恩时色差仪厂家,为您面料的颜色评定等级提供相应的色差仪使用帮助。


Copyright © 2026 深圳市三恩驰科技有限公司 版权所有 备案号: 粤ICP备13073186号
 扫一扫咨询微信客服
扫一扫咨询微信客服
